
In the web material production industry, there has long been a nightmare-like issue – the tight/loose edge of material rolls. That is, after the winding process is completed, one end of the roll is wound too tightly while the other end is wound too loosely. This discrepancy causes the overly tight end to continuously compress the material during delivery to downstream customers or the next process, resulting in more uneven deformation. Moreover, when the roll is unwound for use in the next process, it leads to increased wavy edge problems and material misalignment issues. Operators are forced to repeatedly adjust the rollers closest to the roll manually, intentionally creating misalignment between the rollers just to compensate for the aftermath of this tight/loose edge.
This article will explain in detail, from a theoretical perspective, the causes of tight/loose edges and the solutions.
If we take a commonly seen flat A4 sheet of paper and roll it up, it will form a roll with neat edges. The prerequisite for this result is that the A4 paper is cut into a standard rectangle with no wavy edges. However, if we unroll the material rolls produced in our industry and lay them flat on the ground, we will find that they are not standard rectangles. Rolling them up would inevitably result in uneven edges. This indicates that rolls with neat edges are forced outcomes of the edge alignment system. While pulling the material left and right to align its edges, tension differences between the left and right sides are also created. That is, the transverse tension difference in the material is the root cause of tight/loose edges after winding.
How to solve it? Once the first principles are understood, targeted measures can be taken to resolve the issue.
Using a transverse tension balancing roller to neutralize the transverse tension difference in the material.
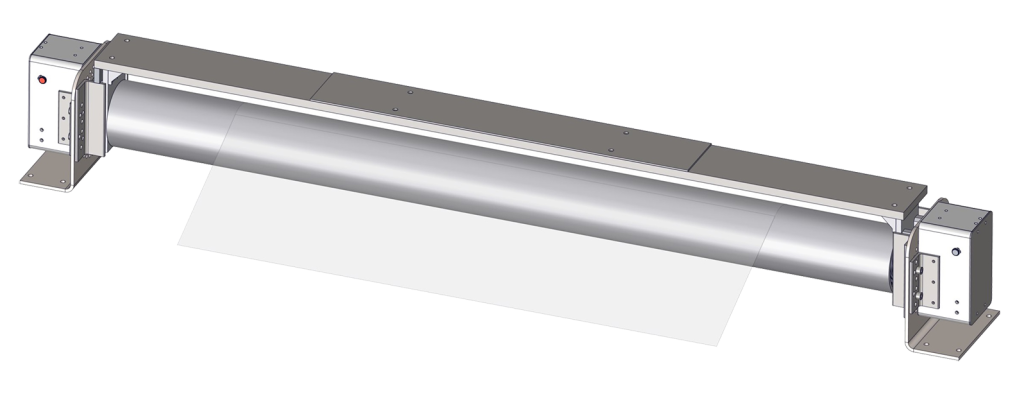
As shown in the figure above, when the web material wraps around a roller, if the tension on the left and right sides of the material is unequal, the side with greater tension will swing downward, while conversely, the other side will swing upward. When the forces on both sides are equal, the roller stops swinging and remains in a stable position, as it must maintain equal tension on both sides.
The transverse tension balancing roller itself is a purely mechanical structure, with no built-in sensors, controllers, or actuators. Based on Earth’s gravity, it instantly senses changes in material tension and responds with immediate swing adjustments. There is no force-sensing error, no actuation error, and no cumulative error.
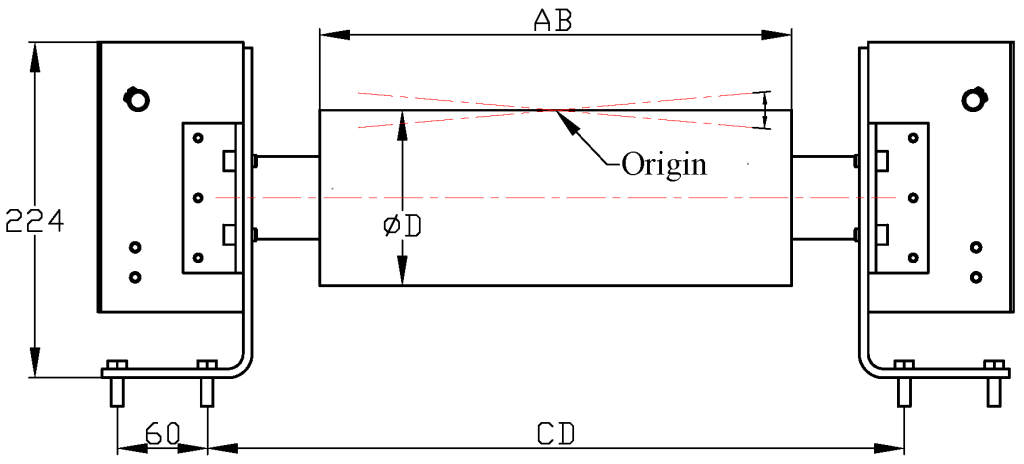
Furthermore, unlike other rollers in the industry, the transverse tension balancing roller truly serves the material, with the material as its core focus. The pivot point of the roller’s swing is located at the material’s center-line. Moreover, depending on different application scenarios, this pivot point can be customized to shift upward or downward along the roller’s central vertical axis to meet the specific requirements of the customer’s material.
The swinging motion of the transverse tension balancing roller during operation does not cause lateral shifting of the material, as the transverse tension balancing roller is not an independently operating roller. It is accompanied by other fixed auxiliary rollers installed before and after it, which help maintain the material’s position. Moreover, the swing angle of the transverse tension balancing roller is not excessive, as customer materials cannot accommodate significant deviations.
The transverse tension balancing roller cannot replace the function of the edge alignment system; it only addresses the internal force issues within the material. The edge alignment system, on the other hand, resolves the external positioning problems of the material. The two should function in a complementary manner. The result of their coordination is to achieve both internal and external refinement of the web material, leading to a comprehensive improvement in quality.